你好,欢迎光临湖北共创恒达钢构彩板有限公司网站!

推荐产品

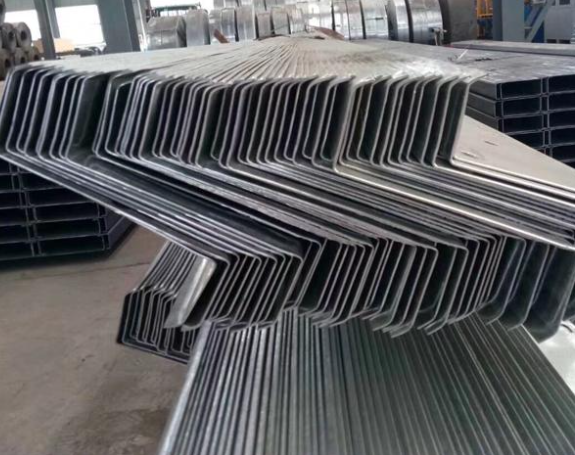
为了能更好的满足客户的需求,Z型钢材料厂,Z型钢厂批发在必要时我们还是需要进行焊接,但是在对Z型钢的焊接过程中,比较容易出现一些问题,这就需要进行在进行焊接过程中,对Z型钢进行好的焊接处理。
焊接工艺控制镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。
在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。
焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的一层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可减少液体锌留在焊缝中。
(此内容由www.hbgchd.com提供)